Background
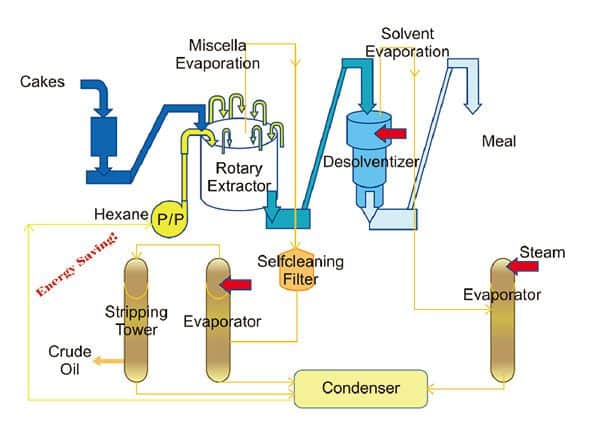
A leading cottonseed oil production facility in the U.S. South employs advanced gas detection technology to enhance safety in the solvent extraction process. The facility uses hexane in its vapor form to extract oil from milled cottonseed. Hexane, a flammable solvent with a lower explosive limit (LEL) of 1.1%, presents significant safety challenges. Advanced gas detection technology monitors the hexane LEL throughout the facility, ensuring operational safety and compliance.

Hazard Challenges
Hexane plays a crucial role in cottonseed oil production, serving as an efficient solvent in oil extraction. However, its volatile and flammable properties pose explosion risks, particularly in storage areas and production zones. Monitoring hexane vapor concentrations is essential to mitigate hazards and maintain safe working conditions. The facility required a reliable, durable solution capable of functioning in challenging industrial environments, where background hydrocarbons and anaerobic (zero O2) conditions are common.
Solution Overview
Sensidyne’s SensAlert IR infrared gas detection provides cutting-edge gas detection capabilities, ensuring precise monitoring of hexane LEL levels. The SensAlert IR features advanced dual-wavelength NDIR technology, which delivers self-compensating, accurate readings even in the presence of hydrocarbons or low/no oxygen levels. Its rugged stainless-steel construction withstands the harsh conditions of the solvent extraction processes. With no routine calibration and minimal maintenance requirements, the SensAlert IR is a virtually hassle-free solution for safety needs.

Key benefits include:
- Reliable Performance: Immune to poisoning and etching, ensuring consistent operation.
- Adaptable Installation: Supports single or dual sensor remote mounting up to 250 feet for flexibility in hazardous areas.
- Ease of Use: 3-wire 4-20 mA output enables straightforward integration into existing infrastructure.
Results and Impact
By implementing the Sensidyne SensAlert IR infrared system, the facility has enhanced safety measures across its operations. The continuous monitoring of hexane vapors ensures compliance with industrial safety standards and significantly reduces the risk of explosion. The system’s durability and low-maintenance design translate to reduced downtime and operational efficiency. This commitment to innovation and safety aligns with a broader mission of delivering sustainable, high-quality products.

Specs Summary
For detecting hexane at LEL (Lower Explosive Limit) levels, you need an Infrared (IR) Point Gas Detector that operates in the Hydrocarbon IR absorption range (3.3 – 3.4 microns).
Recommended Infrared Gas Sensor Type:
- Non-Dispersive Infrared (NDIR) LEL Sensor
- Wavelength range: 3.3 – 3.4 µm (specific to hydrocarbons)
- Detection range: 0-100% LEL (where 100% LEL for hexane is 1.1% by volume in air)
- Calibration: Needs to be calibrated for hexane or a similar hydrocarbon
Why Use Infrared for Hexane Detection?
- Fast response & high accuracy
- Non-consumptive sensing (unlike catalytic bead sensors)
- Stable in oxygen-deficient environments
Learn more about how Sensidyne’s advanced gas detection systems can enhance safety and efficiency in your industrial operations. For more information and to explore tailored monitoring solutions please contact:
Steve Bornoff
Business Unit Manager – Fixed Gas Detection
Sensidyne, LP
T: +1 727-530-3602 x604
Email Steve: sbornoff[at]Sensidyne.com
And please further explore our website for more Applications and our full line of Industrial Health & Safety products.
