Delivering the Highest Quality Products and Customer Service
Performance & Dependability
Every Sensidyne manufactured product is engineered for repeated performance and extended durability resulting in products our customers can depend upon.
Customer Focused
Our commitment to quality equals customer safety and productivity. We continuously seek opportunities to impress our customers and drive innovation while conducting business in an ethical manner.
Trusted Globally
Worldwide, customers trust Sensidyne products for personnel safety and asset protection. Our Channel Partners serve as an extension of our corporate team, providing expert service and support.
Sensidyne Products
Designed and Manufactured in St. Petersburg, FL, USA.
Since 1983, Sensidyne has been designing and distributing instrumentation to keep workers safe and workplace facilities secure around the Globe.
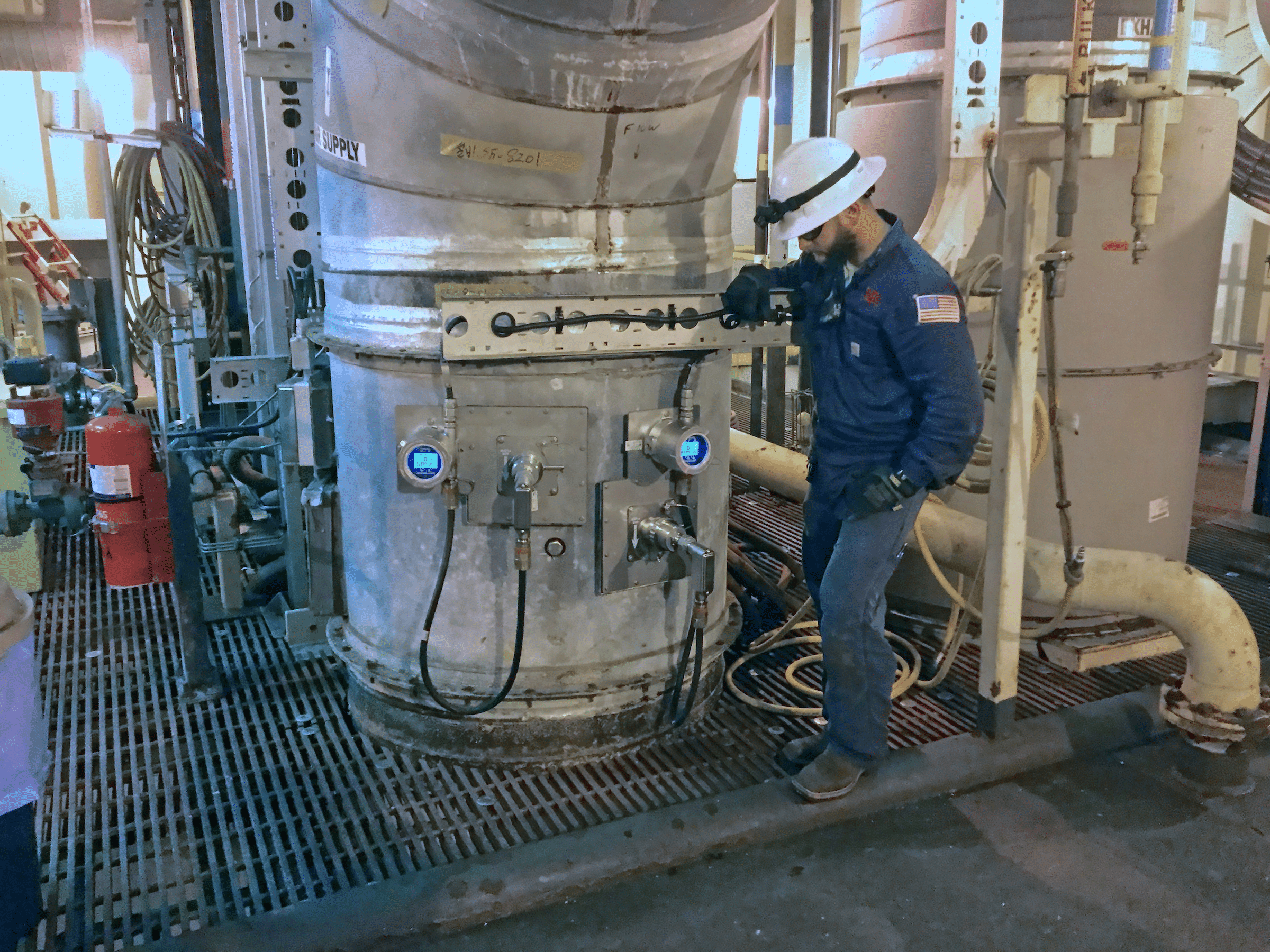
Sensidyne’s critical infrastructure products supply a broad range of process, manufacturing and infrastructure industries including Power, Chemical, Oil and Gas, Mining, Industrial Gases, Semi-Conductor, Metals, Waste Water Treatment facilities worldwide.
Our core competencies lie in product development, manufacturing, distribution, and factory service of fixed gas detection and air monitoring instrumentation, including heat stress monitoring. Our brands include SensAlert® and SensAlarm® Fixed Point Gas Detection Systems, Toxic Gas and Oxygen Sensors, Gilian® and BDX® Air Sampling Pumps, Gilibrator® Air Flow Calibrators, Sensidyne Colorimetric Gas Detector Tubes, and OEM Micro Air Pumps for vacuum and pressure applications.
Sensidyne is dedicated to providing the highest reliability, latest technology, certified factory service, and technical support. We also provide detailed technical information and assistance for a wide variety of applications across our entire product offering. Sensidyne’s laboratory is accredited to ISO 17025:2017 standards for Calibration (AC-3937), and Sensidyne’s quality management system is certified to ISO 9001:2015 standards (# QMS-1181).